INTRODUCING MUKANSA SYSTEMS
MADE TO MATCH IN FORM AND FUNCTION

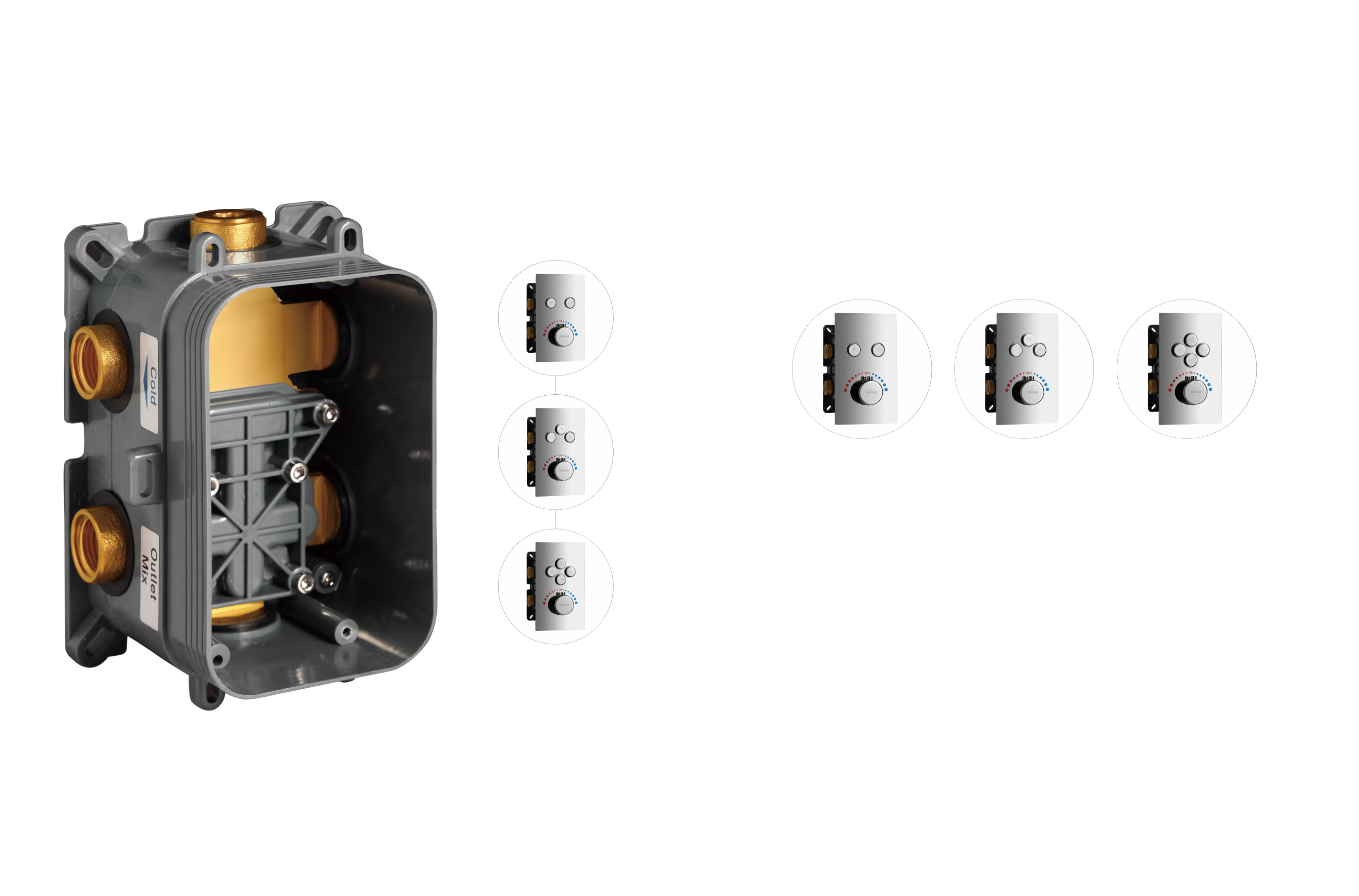
At Mukansa, the design process is never limited to mere aesthetics. Each product is sculpted through user scenarios developed within the framework of Human Factors Engineering and experiential ergonomics. Our R&D processes are powered by advanced CAD/CAM platforms such as SolidWorks, CATIA, and Siemens NX, and are further enhanced by Geometric Dimensioning and Tolerancing (GD&T), Finite Element Analysis (FEA), and digital prototyping.
Just as much as the exterior form, the internal flow surfaces of our products are optimized using Computational Fluid Dynamics (CFD) simulations. All designs are protected by industrial design and functional patents under the World Intellectual Property Organization (WIPO) and the European Union Intellectual Property Office (EUIPO).

Mukansa utilizes low-lead content (<0.25%) DZR (Dezincification Resistant) brass alloys that are in full compliance with ISO 4957 and EN 1982 standards. Due to their high thermal conductivity, low surface friction, and electrochemical stability, these alloys are the ideal material for sanitary fixtures.
Our material composition is subject to 100% batch control using spectrometric analysis devices. Brass bodies are sculpted with sub-micron tolerances in 5-axis CNC machining centers, and internal surface roughness is refined through honing to Ra<0.4 µm to ensure flow rate optimization

The stainless steels used in Mukansa products are sourced in strict compliance with ASTM A240, A276, and A554 standards. Thanks to the low carbon content of 316L steel, carbide precipitation at the grain boundaries is prevented, particularly in TIG/MIG welding zones, thereby minimizing the risk of intergranular corrosion.Steel surfaces undergo electrolytic polishing and passivation processes to stabilize the oxide layer. This procedure creates a passive $Cr_2O_3$ (Chromium Oxide) layer up to a depth of 25 µm, providing a high level of chemical resistance. Our products successfully pass 500+ hours of Salt Spray Testing in accordance with the EN ISO 9227 standard.

PVD (Physical Vapor Deposition) coatings are integrated into the product surface via atomic bonding through ion bombardment, conducted under high vacuum conditions ($10^{-5}$ torr). Coatings such as Titanium Nitride (TiN), Zirconium Nitride (ZrN), and carbon-based DLC (Diamond-Like Carbon) reach hardness levels of 8–9 on the Mohs scale.Mukansa PVD processes are applied at a substrate temperature of 450–480°C to ensure thermal expansion compatibility. According to ASTM C1624 scratch tests, these coatings exhibit no deformation under loads exceeding 20 N. Furthermore, surface color deviations are strictly maintained at $\Delta E < 1$.
Mukansa products undergo a three-layer galvanic chrome plating system consisting of nickel, semi-bright nickel, and micro-discontinuous (micro-crack) chrome. This structure, reaching a total thickness of 12 µm, is grown under controlled conditions in accordance with ISO 4525.
Following the plating process, products are stabilized through electro-thermal balancing and a dry oven process. This ensures that the risk of hydrogen embrittlement beneath the chrome layer is minimized. The products maintain their performance without any loss of luster during 1,000-hour humidity chamber tests.

Mukansa’s production facilities are structured in an integrated manner with ISO 9001 (Quality Management), ISO 14001 (Environmental Management), ISO 45001 (Occupational Health and Safety), and ISO 50001 (Energy Management) standards. All processes are monitored using FMEA (Failure Mode and Effects Analysis), PPAP (Production Part Approval Process), and SPC (Statistical Process Control) methodologies.
Our products hold prestigious global certifications, including UPS (Universal Plumbing Standard), WRAS (UK Water Regulations), SASO (Saudi Standards), CE, WATERMARK (Australia), NSF (USA), and ACS (France).

With its Tier-1 level OEM production capacity, Mukansa offers integrated solutions for brands operating across Europe, Asia, and North America. Thanks to advanced MRP-II (Manufacturing Resource Planning) systems and a SAP-based ERP infrastructure, production is executed with a 99.8% accuracy rate from order to delivery.
In OEM projects, product design is fully restructured and tailored to the customer's specific requirements. Supported by functional prototyping, life cycle analysis, and durability testing, these production processes are in full compliance with ITAR (International Traffic in Arms Regulations) and RoHS (Restriction of Hazardous Substances) directives.
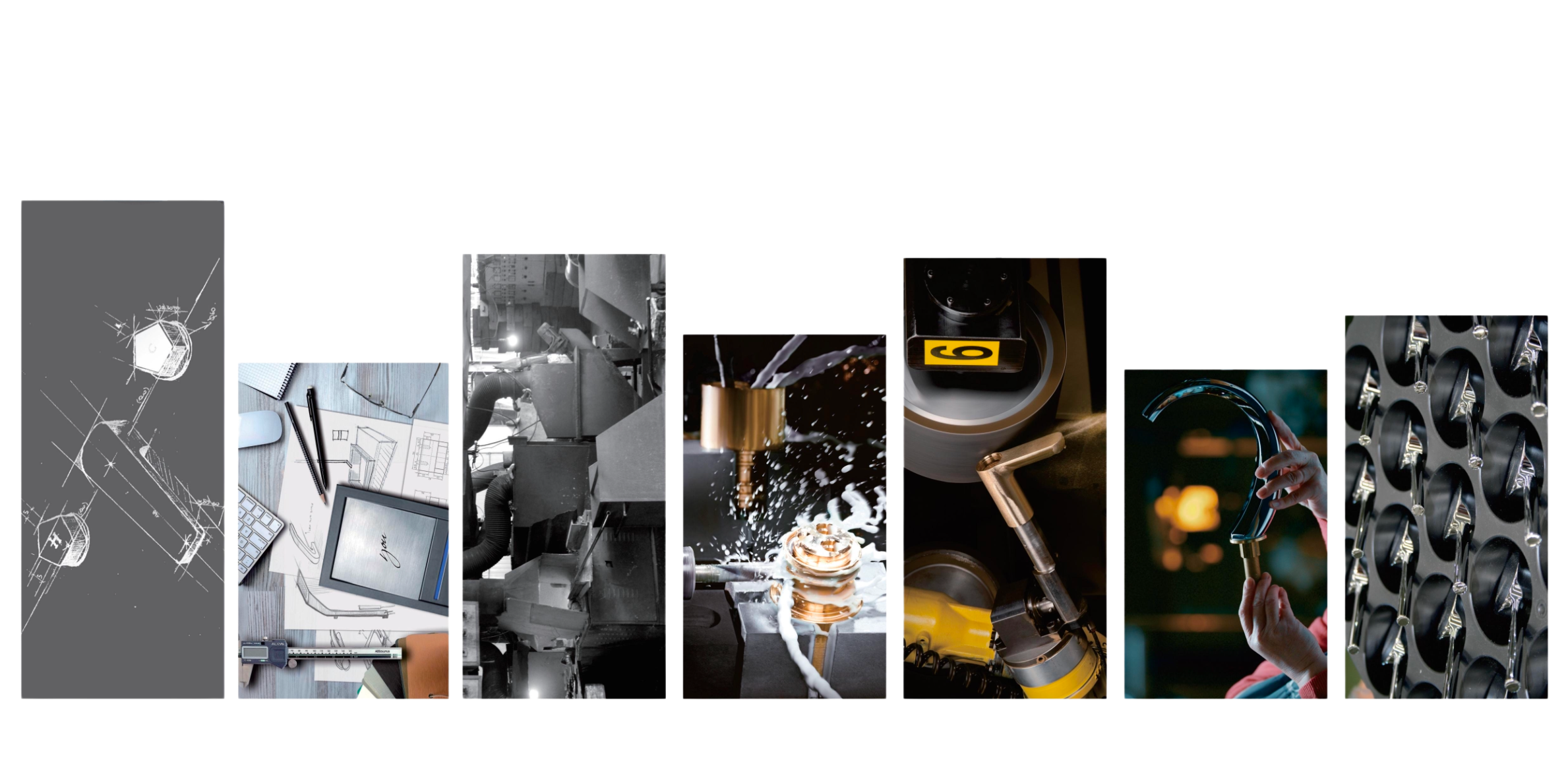
Mukansa integrates the Japanese "Kaizen" philosophy into its production mindset while maximizing the benefits of high-volume production systems. Automation is driven by industry-leading robotic platforms such as FANUC and Mitsubishi. Process optimization is meticulously managed using MTM (Methods-Time Measurement) and Takt Time analysis.
Through this hybrid production model, the error rate has been reduced to 0.003%, while lead times have been shortened by an average of 17%.

The Grade 304 stainless steel used in our sink production features a thickness ranging from 3mm to 5mm. Each piece is joined via TIG (Tungsten Inert Gas) welding following precision laser cutting and CNC press brake bending processes. Post-welding treatments, including acid pickling and electropolishing, are applied to enhance the corrosion resistance of the weld seams.
Anti-condensation coatings and sound-damping pads applied to the underside of the sinks reduce noise by 60%, particularly under high-flow usage conditions. Every sink undergoes a hydrostatic leak test under 3 atm of pressure to ensure absolute structural integrity.
Neoperl aerators provide a splash-free laminar flow by optimizing the air-water mixture ratio. The "Silicone Insert Mesh" system integrated into the aerator's internal structure prevents particle accumulation, ensuring long-lasting performance.
EPDM-coated spiral hoses feature pressure resistance up to 10 bar and safe flexibility within a temperature range of -30°C to +120°C. These components are fully certified by NSF, DVGW, KTW, and ACS.

The PE-foam (Polyethylene) filled internal support systems used in our product packaging provide superior resistance against G-forces during logistical loading and transit. The outer boxes, featuring a Kraft+Laminate combination, exhibit maximum durability in ASTM D4169 impact tests.
Internal compartments are prepared using CNC-cut molds specifically tailored to each product type, ensuring a "zero-contact" principle during transportation. All packaging is manufactured from FSC-certified (Forest Stewardship Council) recyclable materials.